

El plegado de chapa metálica es un proceso de fabricación común que se utiliza para crear diversos componentes y productos. El proceso consiste en deformar una chapa metálica aplicándole fuerza, generalmente mediante una prensa plegadora o máquina similar. A continuación, se presenta una descripción general del proceso de plegado de chapa metálica:
1. Selección de materialesEl primer paso en eldoblado de chapa metálicaEl proceso consiste en seleccionar el material adecuado. Los materiales más comunes para el plegado de chapa metálica son el acero, el aluminio y el acero inoxidable. El espesor de la chapa también es un factor clave para determinar el proceso de plegado. En HY Metals, utilizamos los materiales especificados por los clientes.
2. Selección de herramientas:El siguiente paso es seleccionar la herramienta adecuada para la operación de doblado. La selección de la herramienta depende del material, el grosor y la complejidad del doblez.
Elegir la herramienta de doblado adecuada es fundamental para lograr dobleces precisos y de alta calidad durante el proceso de doblado de chapa metálica. A continuación, se presentan algunas consideraciones clave a la hora de elegir una herramienta de doblado:
2.1 Tipo y grosor del material:El tipo de material y el grosor de la placa influyen en la selección de las herramientas de doblado. Los materiales más duros, como el acero inoxidable, pueden requerir herramientas más robustas, mientras que los materiales más blandos, como el aluminio, pueden requerir otras consideraciones. Los materiales más gruesos pueden requerir herramientas más robustas para soportar las fuerzas de doblado.
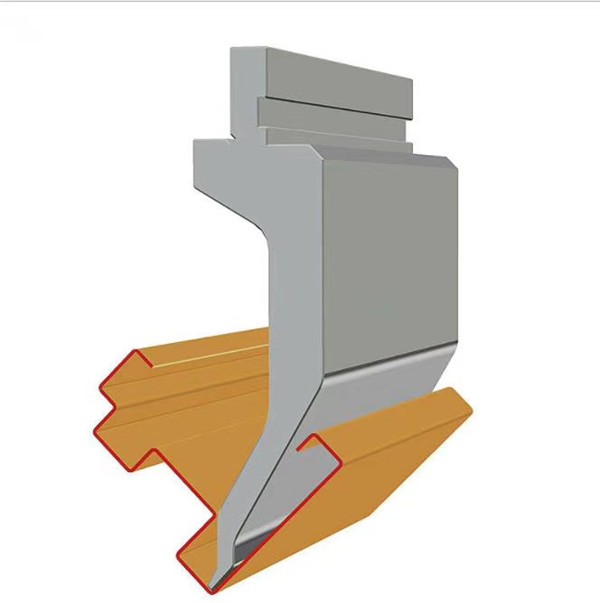
2.2 Ángulo de curvatura y radio:El ángulo y el radio de curvatura requeridos determinarán el tipo de herramienta necesaria. Se utilizan diferentes combinaciones de troqueles y punzones para lograr ángulos y radios de curvatura específicos. Para curvas cerradas, pueden ser necesarios punzones y troqueles más estrechos, mientras que los radios mayores requieren ajustes de herramienta diferentes.
2.3 Compatibilidad de herramientas:Asegúrese de que la herramienta de plegado que elija sea compatible con la prensa plegadora o la máquina de plegado que utilice. Las herramientas deben ser del tamaño y tipo adecuados para la máquina específica a fin de garantizar un funcionamiento correcto y seguro.
2.4 Materiales de utillaje:Consideremos los materiales de las herramientas de doblado. Para un doblado de precisión y para soportar las fuerzas del proceso, se suelen utilizar herramientas templadas y rectificadas. Los materiales pueden incluir acero para herramientas, carburo u otras aleaciones endurecidas.
2.5 Requisitos especiales:Si la pieza que se va a doblar tiene características especiales, como pestañas, curvas o desplazamientos, es posible que se requieran herramientas especiales para lograr con precisión estas características.
2.6 Mantenimiento y vida útil del molde:Considere los requisitos de mantenimiento y la vida útil delmolde de dobladoLas herramientas de calidad tienen más probabilidades de durar más y de necesitar ser reemplazadas con menos frecuencia, lo que reduce el tiempo de inactividad y los costos.
2.7 Herramientas personalizadas:Para requisitos de doblado únicos o complejos, puede ser necesario utilizar herramientas personalizadas. Estas herramientas se pueden diseñar y fabricar para satisfacer necesidades específicas de doblado.
Al seleccionar una herramienta de doblado, es importante consultar con un proveedor o fabricante de herramientas con experiencia para asegurarse de que la herramienta elegida sea adecuada para la aplicación de doblado y la máquina específicas. Además, considerar factores como el costo de la herramienta, el tiempo de entrega y el soporte del proveedor puede ayudar a tomar una decisión informada.
3. ConfiguraciónUna vez seleccionados el material y el molde, la configuración de la plegadora es crucial. Esto incluye ajustar el tope trasero, sujetar la chapa metálica y configurar los parámetros correctos de la plegadora, como el ángulo y la longitud de plegado.
4. Proceso de doblado:Una vez completada la configuración, puede comenzar el proceso de plegado. La prensa plegadora aplica fuerza a la chapa metálica, provocando su deformación y plegado hasta el ángulo deseado. El operario debe supervisar atentamente el proceso para asegurar el ángulo de plegado correcto y evitar defectos o daños en el material.
5. Control de calidad:Una vez finalizado el proceso de doblado, compruebe la precisión y la calidad de la chapa metálica doblada. Esto puede implicar el uso de herramientas de medición para verificar los ángulos de doblado y las dimensiones, así como una inspección visual para detectar cualquier defecto o imperfección.
6. Operaciones posteriores al doblado:Dependiendo de los requisitos específicos de la pieza, después del proceso de doblado se pueden realizar operaciones adicionales como recorte, punzonado o soldadura.
En general,doblado de chapa metálicaEl plegado es un proceso fundamental en la fabricación de metales y se utiliza para crear una variedad de productos, desde simples soportes hasta complejas carcasas y componentes estructurales. El proceso requiere una atención meticulosa a la selección de materiales, las herramientas, la configuración y el control de calidad para garantizar plegados precisos y de alta calidad.
Fecha de publicación: 16 de julio de 2024